





关键词 |
中山二板注塑机,二板注塑机销售电话,二板注塑机销售电话,第五代二板注塑机 |
面向地区 |
泌乳量 |
3300 升 |
|
使用温度 |
2800 |
产地 |
广东 |
规格 |
4m*1m |
新旧程度 |
全新 |
颜色 |
蓝色 |
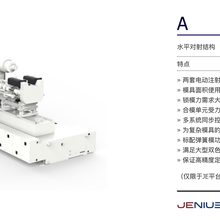
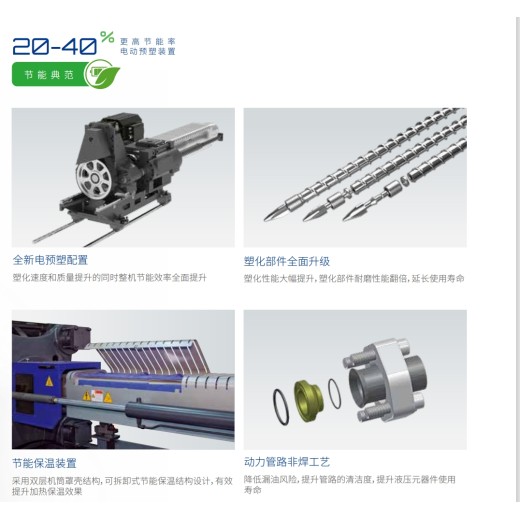
注塑机加热系统特点:储料筒和柱塞筒:380V电压,陶瓷加热圈,保温性能好,寿命长,性高。喷嘴液压阀门的加温:采用国际加热棒,从前体内部发热。相的加热板设计,热接触面积大(积接触),热传递,升温快50%以上,有效解决开机准备时间长(主要是加热时间长)的问题,且寿命长。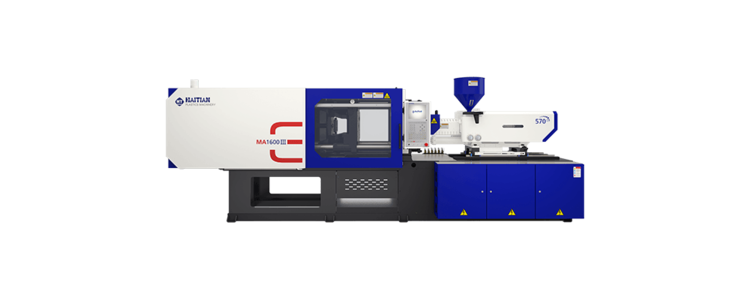
卧式注塑机
1、即使是大型机由于机身低,对于安置的厂房无高度限制。
角式注塑机
角式注塑机
2、产品可自动落下的场合,不需使用机械手也可实现自动成型。
3、由于机身低,供料方便,检修容易。
4、模具需通过吊车安装。
5、多台并列排列下,成型品容易由输送带收集包装。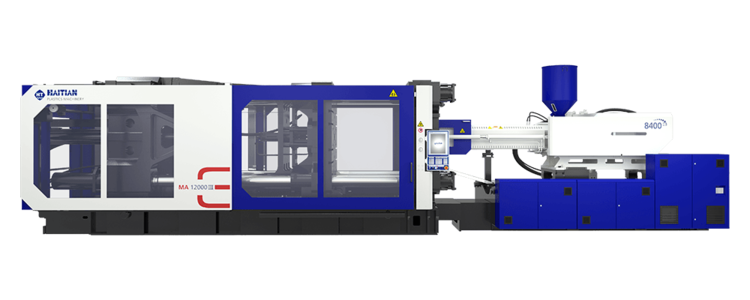
注塑机的操作过程:
1、不要为贪图方便,随意取消安全门的作用;
2、注意观察压力油的温度,油温不要超出规定的范围。液压油的理想工作温度应保持在45-50℃之间,一般在35-60℃范围内比较合适;
3、注意调整各行程开关,避免机器在动作时产生撞击。
工作结束
1、注塑机操作完毕后,应将机筒内的塑料清理干净,预防剩料氧化或长期受热分解;
2、应将模具打开,使肘杆机构时间处于闭锁状态;
3、车间备有起吊设备。装拆模具时应十分小心,以确保生产安全。
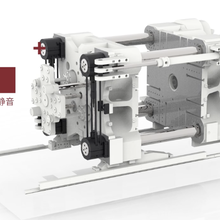
随着节能降耗上升为国家,注塑机节能问题也被广泛关注。常规注塑机领域的节能用于电机方面有变频器和伺服电机两个比较成熟的方式,其中伺服电机越来越被广泛接受。
伺服节能系列注塑机,配备了的伺服变速动力控制系统,在注塑机成型过程中对不同的压力,作出不同的频率输出,并对压力进行的闭环控制,实现伺服电机对注塑机能量需求的高速响应及匹配和自动调整。
注塑机的伺服节能系列注塑机,配备了的伺服变速动力控制系统,在注塑机成型过程中对不同的压力,作出不同的频率输出,并对压力进行的闭环控制,实现伺服电机对注塑机能量需求的高速响应及匹配和自动调整。
1、 采用性能的伺服控制器,伺服电动机等节能器件;
2、 灵敏的伺服控制系统,快速启动反应时间仅需0.04S;
3、 伺服电机与液压系统组成闭环控制,相比传统机型重复精度提高;
4、 减轻开锁模的冲击,延长机械部件和模具的使用寿命;
5、 减少电力的使用,在理想工作状态下该机型比传统注塑机节电效率可达20%-80%;
6、 系统发热量远远低于传统注塑机,节约了冷却水30%左右的用量,延长了油路密封件和液压件的使用寿命;
7、 整行运行时噪音低,比传统注塑机明显下降。
注塑机的分类:
按合模部件与部件配置的型式有卧式、立式、角式三种
(1)卧式注塑机:
卧式注塑机是较常用的类型。其特点是总成的中心线与合模总成的中心线同心或一致,并平行于安装地面。它的优点是重心低、工作平稳、模具安装、操作及维修均较方便,模具开档大,占用空间高度小;但占地面积大,大、中、小型机均有广泛应用。
(2)立式注塑机:
其特点是合模装置与装置的轴线呈一线排列而且与地面垂直。具有占地面积小,模具装拆方便,嵌件安装容易,自料斗落入物料能较均匀地进行塑化,易实现自动化及多台机自动线管理等优点。缺点是顶出制品不易自动脱落,常需人工或其它方法取出,不易实现全自动化操作和大型制品;机身高,加料、维修不便。
(3)角式注塑机:
装置和合模装置的轴线互成垂直排列。根据总成中心线与安装基面的相对位置有卧立式、立卧式、平卧式之分:
①卧立式,总成线与基面平行,而合模总成中心线与基面垂直;
②立卧式,总成中心线与基面垂直,而合模总成中心线与基面平行。角式机的优点是兼备有卧式与立式机的优点,特别适用于开设侧浇口非对称几何形状制品的模具。