关键词 |
三代注塑机地址,惠州三代注塑机,MA160三代注塑机,MA120三代注塑机 |
面向地区 |
风格 |
160 |
|
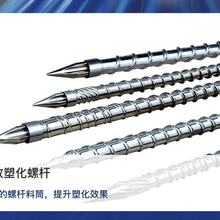
耐磨层厚度 |
4560 |
延展率 |
99000 |
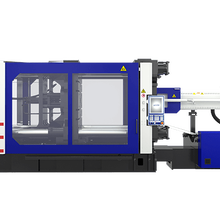
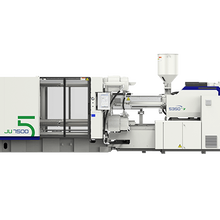
注塑机合模机械机构安装在十字头上,冲击更小、机械更可靠;配备油脂和稀油两套自动集中润滑系统,润滑油位和末端压力检测,确保各个关节分 润滑到。后板铰轴套采用石墨铜套,耐磨且润滑油用量少;伺服电机驱动门,快速平稳;
注塑机移门单边加宽,适合长行程抽芯模具的安装使用;移门使用钢化玻璃,外观整洁美观,容易清洁保养,用化、永远透明;配置取件操作台;
注塑机ACS自适应合模系统:
注塑机设备开模精度高自适应零间隙,解决平行度拉杆偏差,有效提高制品成型品质和保护模具启闭。合模机构作为注塑成型设备关键部件之一,主要作用是实现模具启闭、锁紧和制品顶出,其锁模性能直接影响到成型制品的质量,而传统合模机构存在的问题表现为传递到模具上的锁模力不均匀(两端大,中间小)整体偏大,模具上压力不均匀,容易造成排气不良,长期锁模力不均匀不利于保护模具。
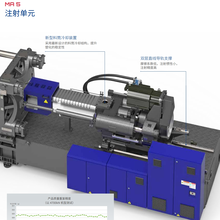
注塑机操作项目:注塑机操作项目包括控制键盘操作、电器控制系统操作和液压系统操作三个方面。分别进行过程动作、加料动作、压力、速度、顶出型式的选择,料筒各段温度的,压力和背压压力的调节等。
一般螺杆式注塑机的成型工艺过程是:将粒状或粉状塑料加入机筒内,并通过螺杆的旋转和机筒外壁加热使塑料成为熔融状态,然后机器进行合模和座前移,使喷嘴贴紧模具的浇口道,接着向缸通入压力油,使螺杆向前推进,从而以很高的压力和较快的速度将熔料注入温度较低的闭合模具内,经过一定时间和压力保持(又称保压)、冷却,使其固化成型,便可开模取出制品(保压的目的是防止模腔中熔料的反流、向模腔内补充物料,以及制品具有一定的密度和尺寸公差)。成型的基本要求是塑化、和成型。塑化是实现和成型制品质量的前提,而为满足成型的要求,有足够的压力和速度。同时,由于压力很高,相应地在模腔中产生很高的压力(模腔内的平均压力一般在20~45MPa之间),因此有足够大的合模力。由此可见,装置和合模装置是注塑机的关键部件。
注塑机的节能上可分为两个部分:一个是动力部分,一个是加热部分。
动力部分节能:大多采用变频器,节能方式是通过节约电机的余耗能,例如电机的实际功率是50Hz,而你在生产中实际上只需要30Hz就足够生产了,那些多余的能耗就白白浪费了,变频器就是改变电机的功率输出达到节能的效果。
加热部分节能:加热部分节能大多是采用电磁加热器节能,节能率约是老式电阻圈的30%-70%。
1.相比电阻加热,电磁加热器多了一层保温层,热能利用率增加。
2.相比电阻加热,电磁加热器直接作用于料管加热,减少了热传递热能损耗。
3.相比电阻加热,电磁加热器的加热速度要快四分以上,减少了加热时间。
4.相比电阻加热,电磁加热器的加热速度快,生产效率就提高了,让电机处在饱和状态,使其减少了高功率低需求造成的电能损耗。
注塑机操作注意事项:
1、爱护机器,禁止野蛮操作!不得随意攀爬,翻越机台;
2、作好设备每日点检和日常保养作业,发现异常及时解决;
3、禁运用钢铁类东西触摸模具型腔外表和敲打模具!如需求进行此类操作时,应运用紫铜类软质东西;如需对型腔进行触摸时,应由人员进行操作;
4、禁止在模具开着的情况下,操作座进动作冲击定模;
5、操作完成后随时记住关上安全防护门(包括前后门);
6、机器在运转过程中禁止把头伸入开着的模具中间,例如手动取件、修理模具时;
7、座退射料时有必要关上安全防护罩,尽量远离射嘴;不得用手直接捏拿刚射出的新料;
8、修理机台和模具时应封闭机器马达和相对应的电源,并作好防护办法。
| 主营行业:注塑机 |
| 公司主营:海天注塑机,海天天隆三代注塑机,海天五代注塑机,海天双色注塑机 |
| 采购产品:海天注塑机 |
| 主营地区:中国广东 |
| 企业类型:私营有限责任公司 |
| 注册资金:人民币20000万 |
| 公司成立时间:2021-07-26 |
| 员工人数:5 - 10 人 |
| 研发部门人数:5 - 10 人 |
| 经营模式:贸易型 |
| 经营期限:2021-07-26 至 2033-01-01 |
| 最近年检时间:2023年 |
| 是否提供OEM:否 |
| 公司邮编:523000 |
————— 认证资质 —————