深圳市缔一美信息技术有限公司
 第4年
第4年

 第4年
第4年 
第4年

来源:深圳市缔一美信息技术有限公司 时间:2024-12-23 04:40:42 [举报]
注塑机实时控制制品质量;电器箱设计除标准化之外还采用强电、弱电、伺服驱动器电箱分开,将信号干扰降到限度,加上空间足够大,检修维护方便,元器件散热快,有效降低电气故障;
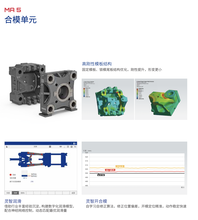
注塑机ACS自适应合模系统:
注塑机设备开模精度高自适应零间隙,解决平行度拉杆偏差,有效提高制品成型品质和保护模具启闭。合模机构作为注塑成型设备关键部件之一,主要作用是实现模具启闭、锁紧和制品顶出,其锁模性能直接影响到成型制品的质量,而传统合模机构存在的问题表现为传递到模具上的锁模力不均匀(两端大,中间小)整体偏大,模具上压力不均匀,容易造成排气不良,长期锁模力不均匀不利于保护模具。
注塑机的液压系统
液压传动系统的作用是实现注塑机按工艺过程所要求的各种动作提供动力,并满足注塑机各部分所需压力、速度、温度等的要求。它主要由各自种液压元件和液压元件所组成,其中油泵和电机是注塑机的动力来源。各种阀控制油液压力和,从而满足成型工艺各项要求。
电气控制
电气控制系统与液压系统合理配合,可实现机的工艺过程要求(压力、温度、速度、时间)和各种程序动作。主要由电器、电子元件、仪表(见右下图)、加热器、传感器等组成。一般有四种控制方式,手动、半自动、全自动、调整。
注塑机的加热/冷却
加热系统是用来加热料筒及喷嘴的,注塑机料筒一般采用电热圈作为加热装置,安装在料筒的外部,并用热电偶分段检测。热量通过筒壁导热为物料塑化提供热源;冷却系统主要是用来冷却油温,油温过高会引起多种故障出现所以油温加以控制。另一处需要冷却的位置在料管下料口附近,防止原料在下料口熔化,导致原料不能正常下料。
润滑系统
润滑系统是注塑机的动模板、调模装置、连杆机铰、射台等处有相对运动的部位提供润滑条件的回路,以便减少能耗和提高零件寿命,润滑可以是定期的手动润滑,也可以是自动电动润滑。
注塑机的节能上可分为两个部分:一个是动力部分,一个是加热部分。
动力部分节能:大多采用变频器,节能方式是通过节约电机的余耗能,例如电机的实际功率是50Hz,而你在生产中实际上只需要30Hz就足够生产了,那些多余的能耗就白白浪费了,变频器就是改变电机的功率输出达到节能的效果。
加热部分节能:加热部分节能大多是采用电磁加热器节能,节能率约是老式电阻圈的30%-70%。
1.相比电阻加热,电磁加热器多了一层保温层,热能利用率增加。
2.相比电阻加热,电磁加热器直接作用于料管加热,减少了热传递热能损耗。
3.相比电阻加热,电磁加热器的加热速度要快四分以上,减少了加热时间。
4.相比电阻加热,电磁加热器的加热速度快,生产效率就提高了,让电机处在饱和状态,使其减少了高功率低需求造成的电能损耗。
随着节能降耗上升为国家,注塑机节能问题也被广泛关注。常规注塑机领域的节能用于电机方面有变频器和伺服电机两个比较成熟的方式,其中伺服电机越来越被广泛接受。
伺服节能系列注塑机,配备了的伺服变速动力控制系统,在注塑机成型过程中对不同的压力,作出不同的频率输出,并对压力进行的闭环控制,实现伺服电机对注塑机能量需求的高速响应及匹配和自动调整。
标签:广州日钢注塑机,注塑机厂家,花都注塑机,封开县注塑机