深圳市缔一美信息技术有限公司
 第3年
第3年

 第3年
第3年 
第3年

来源:深圳市缔一美信息技术有限公司 时间:2024-07-05 04:43:34 [举报]
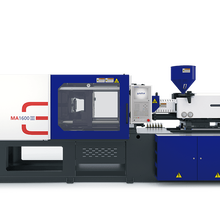
注塑机操作项目:注塑机操作项目包括控制键盘操作、电器控制系统操作和液压系统操作三个方面。分别进行过程动作、加料动作、压力、速度、顶出型式的选择,料筒各段温度的,压力和背压压力的调节等。
一般螺杆式注塑机的成型工艺过程是:将粒状或粉状塑料加入机筒内,并通过螺杆的旋转和机筒外壁加热使塑料成为熔融状态,然后机器进行合模和座前移,使喷嘴贴紧模具的浇口道,接着向缸通入压力油,使螺杆向前推进,从而以很高的压力和较快的速度将熔料注入温度较低的闭合模具内,经过一定时间和压力保持(又称保压)、冷却,使其固化成型,便可开模取出制品(保压的目的是防止模腔中熔料的反流、向模腔内补充物料,以及制品具有一定的密度和尺寸公差)。成型的基本要求是塑化、和成型。塑化是实现和成型制品质量的前提,而为满足成型的要求,有足够的压力和速度。同时,由于压力很高,相应地在模腔中产生很高的压力(模腔内的平均压力一般在20~45MPa之间),因此有足够大的合模力。由此可见,装置和合模装置是注塑机的关键部件。
随着节能降耗上升为国家,注塑机节能问题也被广泛关注。常规注塑机领域的节能用于电机方面有变频器和伺服电机两个比较成熟的方式,其中伺服电机越来越被广泛接受。
伺服节能系列注塑机,配备了的伺服变速动力控制系统,在注塑机成型过程中对不同的压力,作出不同的频率输出,并对压力进行的闭环控制,实现伺服电机对注塑机能量需求的高速响应及匹配和自动调整。
注塑机温升过高会导致部件工作质量变差,油中溶解空气逸出,产生气穴,致使液压系统工作性能降低。 液压系统的理想工作温度应介乎45度-50度之间,原因是液压系统是依据一选定的压力油粘度而设计,但粘度会随着油温的高低而变化,进而影响系统中工作元件,如油缸、液压阀等,使控制精度和响应灵敏度降低,对于精密机的情况尤甚。同时温度过高亦会加速密封件的老化令其硬化、碎裂;温度过低则加工能量消耗大,使运转速度降低。因此密切注意液压油的工作温度是十分必要的。油温过高的原因多样,但多归于油路故障或冷却系统的失效等。
标签:石碣镇东洋注塑机,东莞注塑机,注塑机办事处电话,坡头区注塑机