深圳市缔一美信息技术有限公司
 第4年
第4年

 第4年
第4年 
第4年

来源:深圳市缔一美信息技术有限公司 时间:2025-01-11 04:41:10 [举报]
注塑机的加热/冷却
加热系统是用来加热料筒及喷嘴的,注塑机料筒一般采用电热圈作为加热装置,安装在料筒的外部,并用热电偶分段检测。热量通过筒壁导热为物料塑化提供热源;冷却系统主要是用来冷却油温,油温过高会引起多种故障出现所以油温加以控制。另一处需要冷却的位置在料管下料口附近,防止原料在下料口熔化,导致原料不能正常下料。
润滑系统
润滑系统是注塑机的动模板、调模装置、连杆机铰、射台等处有相对运动的部位提供润滑条件的回路,以便减少能耗和提高零件寿命,润滑可以是定期的手动润滑,也可以是自动电动润滑。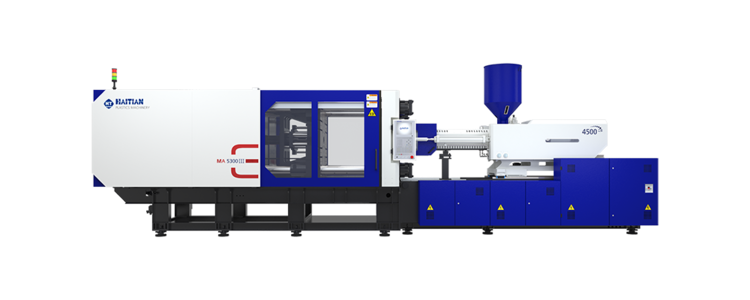
注塑机操作项目:注塑机操作项目包括控制键盘操作、电器控制系统操作和液压系统操作三个方面。分别进行过程动作、加料动作、压力、速度、顶出型式的选择,料筒各段温度的,压力和背压压力的调节等。
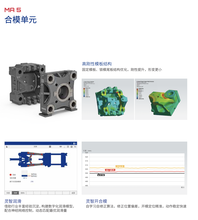
一般螺杆式注塑机的成型工艺过程是:将粒状或粉状塑料加入机筒内,并通过螺杆的旋转和机筒外壁加热使塑料成为熔融状态,然后机器进行合模和座前移,使喷嘴贴紧模具的浇口道,接着向缸通入压力油,使螺杆向前推进,从而以很高的压力和较快的速度将熔料注入温度较低的闭合模具内,经过一定时间和压力保持(又称保压)、冷却,使其固化成型,便可开模取出制品(保压的目的是防止模腔中熔料的反流、向模腔内补充物料,以及制品具有一定的密度和尺寸公差)。成型的基本要求是塑化、和成型。塑化是实现和成型制品质量的前提,而为满足成型的要求,有足够的压力和速度。同时,由于压力很高,相应地在模腔中产生很高的压力(模腔内的平均压力一般在20~45MPa之间),因此有足够大的合模力。由此可见,装置和合模装置是注塑机的关键部件。
注塑机的节能上可分为两个部分:一个是动力部分,一个是加热部分。
动力部分节能:大多采用变频器,节能方式是通过节约电机的余耗能,例如电机的实际功率是50Hz,而你在生产中实际上只需要30Hz就足够生产了,那些多余的能耗就白白浪费了,变频器就是改变电机的功率输出达到节能的效果。
加热部分节能:加热部分节能大多是采用电磁加热器节能,节能率约是老式电阻圈的30%-70%。
1.相比电阻加热,电磁加热器多了一层保温层,热能利用率增加。
2.相比电阻加热,电磁加热器直接作用于料管加热,减少了热传递热能损耗。
3.相比电阻加热,电磁加热器的加热速度要快四分以上,减少了加热时间。
4.相比电阻加热,电磁加热器的加热速度快,生产效率就提高了,让电机处在饱和状态,使其减少了高功率低需求造成的电能损耗。
注塑机具有能一次成型外型复杂、尺寸或带有金属嵌件的质地密致的塑料制品的能力,被广泛应用于、机电、汽车、交通运输、建材、包装、农业、文教卫生及人们日常生活各个领域。塑料工业迅速发展,注塑机不论在数量上或品种上都占有重要地位,其生产总数占整个塑料成型设备的20%--30%,从而成为塑料机械中增长快,生产数量多的机种。据有关资料统计,1996--1998年我国出口注塑机8383台(套),进口注塑机42959台(套),其中1998年我国注塑机产量达到20000台,其销售额占塑机总销售额的42.9%。
中国生产注塑机的厂家较多,据不完全统计已超过2000家。注塑机的结构形式有立式和卧式两种。按生产出的制品可分为普通型和精密型注塑机。
卧式注塑机
1、即使是大型机由于机身低,对于安置的厂房无高度限制。
角式注塑机
角式注塑机
2、产品可自动落下的场合,不需使用机械手也可实现自动成型。
3、由于机身低,供料方便,检修容易。
4、模具需通过吊车安装。
5、多台并列排列下,成型品容易由输送带收集包装。
注塑机操作注意事项:
1、爱护机器,禁止野蛮操作!不得随意攀爬,翻越机台;
2、作好设备每日点检和日常保养作业,发现异常及时解决;
3、禁运用钢铁类东西触摸模具型腔外表和敲打模具!如需求进行此类操作时,应运用紫铜类软质东西;如需对型腔进行触摸时,应由人员进行操作;
4、禁止在模具开着的情况下,操作座进动作冲击定模;
5、操作完成后随时记住关上安全防护门(包括前后门);
6、机器在运转过程中禁止把头伸入开着的模具中间,例如手动取件、修理模具时;
7、座退射料时有必要关上安全防护罩,尽量远离射嘴;不得用手直接捏拿刚射出的新料;
8、修理机台和模具时应封闭机器马达和相对应的电源,并作好防护办法。
标签:曲江区东洋注塑机,韶关注塑机,注塑机销售,增城住友注塑机