深圳市缔一美信息技术有限公司
 第4年
第4年

 第4年
第4年 
第4年

来源:深圳市缔一美信息技术有限公司 时间:2025-01-13 04:49:07 [举报]
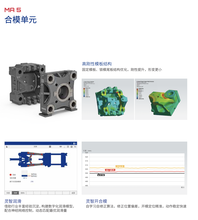
注塑机合模机械机构安装在十字头上,冲击更小、机械更可靠;配备油脂和稀油两套自动集中润滑系统,润滑油位和末端压力检测,确保各个关节分 润滑到。后板铰轴套采用石墨铜套,耐磨且润滑油用量少;伺服电机驱动门,快速平稳;
注塑机的加热/冷却
加热系统是用来加热料筒及喷嘴的,注塑机料筒一般采用电热圈作为加热装置,安装在料筒的外部,并用热电偶分段检测。热量通过筒壁导热为物料塑化提供热源;冷却系统主要是用来冷却油温,油温过高会引起多种故障出现所以油温加以控制。另一处需要冷却的位置在料管下料口附近,防止原料在下料口熔化,导致原料不能正常下料。
润滑系统
润滑系统是注塑机的动模板、调模装置、连杆机铰、射台等处有相对运动的部位提供润滑条件的回路,以便减少能耗和提高零件寿命,润滑可以是定期的手动润滑,也可以是自动电动润滑。
注塑机操作项目:注塑机操作项目包括控制键盘操作、电器控制系统操作和液压系统操作三个方面。分别进行过程动作、加料动作、压力、速度、顶出型式的选择,料筒各段温度的,压力和背压压力的调节等。
一般螺杆式注塑机的成型工艺过程是:将粒状或粉状塑料加入机筒内,并通过螺杆的旋转和机筒外壁加热使塑料成为熔融状态,然后机器进行合模和座前移,使喷嘴贴紧模具的浇口道,接着向缸通入压力油,使螺杆向前推进,从而以很高的压力和较快的速度将熔料注入温度较低的闭合模具内,经过一定时间和压力保持(又称保压)、冷却,使其固化成型,便可开模取出制品(保压的目的是防止模腔中熔料的反流、向模腔内补充物料,以及制品具有一定的密度和尺寸公差)。成型的基本要求是塑化、和成型。塑化是实现和成型制品质量的前提,而为满足成型的要求,有足够的压力和速度。同时,由于压力很高,相应地在模腔中产生很高的压力(模腔内的平均压力一般在20~45MPa之间),因此有足够大的合模力。由此可见,装置和合模装置是注塑机的关键部件。
标签:赤坎区伊之密注塑机,注塑机厂家电话,湛江注塑机,广州海天注塑机