江门车灯海天三代注塑机总代理





- ¥999.00
- 2024-12-29 08:54:09
- 160
- 4560
- 三代注塑机
- 广东
- 陈生 15258178943
- 深圳市缔一美信息技术有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
注塑机加热系统特点:储料筒和柱塞筒:380V电压,陶瓷加热圈,保温性能好,寿命长,性高。喷嘴液压阀门的加温:采用国际加热棒,从前体内部发热。相的加热板设计,热接触面积大(积接触),热传递,升温快50%以上,有效解决开机准备时间长(主要是加热时间长)的问题,且寿命长。
注塑机合模机构特点:采用三模板、机铰合模机构;主要受力零件全部经过UG有限元分析,受力均匀; 大斜排角设计、箱式模板设计,合模机构刚性好,所需开模力小,开合模运行快速稳;移动模板静压支撑设计,承载能力大;模板、十字头、机架等主关零部件全部由公司自有的数控大型加工设备加工,确保加工精度。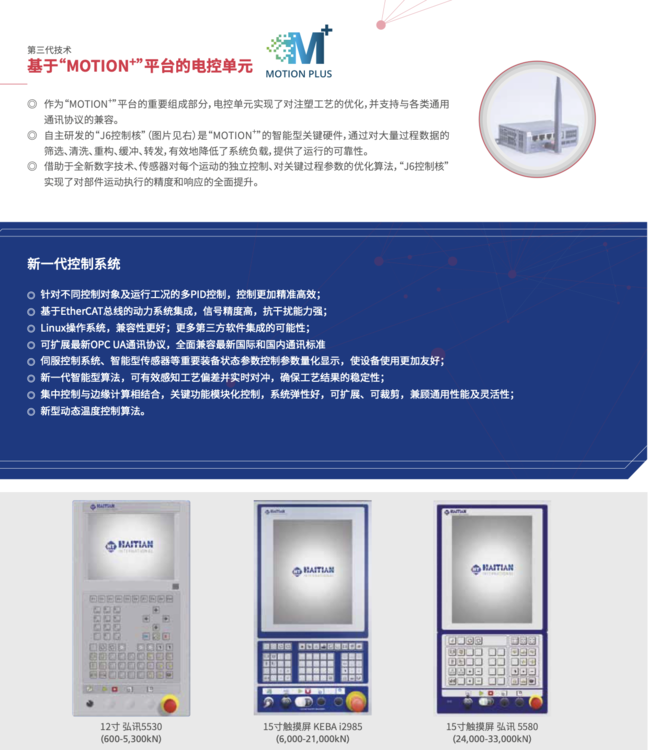
注塑机实时控制制品质量;电器箱设计除标准化之外还采用强电、弱电、伺服驱动器电箱分开,将信号干扰降到限度,加上空间足够大,检修维护方便,元器件散热快,有效降低电气故障;
注塑机设备故障报警显示功能;三色报配合蜂鸣器;前后门紧急停止按钮;液压油油位报警;固态继电器加热,加热电路设置供电保护装置,有效预防加热过温保护; 液压控制优点的伺服液压系统,控制,
注塑机的系统的作用是:系统的作用:系统是注塑机主要的组成部分,一般有柱塞式、螺杆式、螺杆预塑柱塞注
射式3种主要形式。应用广泛的是螺杆式。其作用是,在注塑料机的一个循环中,能在规定的时间内将一定数量的塑料加热塑化后,在一定的压力和速度下,通过螺杆将熔融塑料注入模具型腔中。结束后,对到模腔中的熔料保持定型。
系统的组成:系统由塑化装置和动力传递装置组成。
螺杆式注塑机塑化装置主要由加料装置、料筒、螺杆、过胶组件、射嘴部分组成。动力传递装置包括油缸、座移动油缸以及螺杆驱动装置(熔胶马达)。
注塑机的操作过程:
1、不要为贪图方便,随意取消安全门的作用;
2、注意观察压力油的温度,油温不要超出规定的范围。液压油的理想工作温度应保持在45-50℃之间,一般在35-60℃范围内比较合适;
3、注意调整各行程开关,避免机器在动作时产生撞击。
工作结束
1、注塑机操作完毕后,应将机筒内的塑料清理干净,预防剩料氧化或长期受热分解;
2、应将模具打开,使肘杆机构时间处于闭锁状态;
3、车间备有起吊设备。装拆模具时应十分小心,以确保生产安全。
- 三代注塑机
- 卧式注塑机
- 广东
- 陈生
- 160
- 4560
- 99000