实验教学HAITIAN三代注塑机



- ¥999.00
- 2024-10-17 08:28:37
- 160
- 4560
- 三代注塑机
- 广东
- 陈生 15258178943
- 深圳市缔一美信息技术有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
注塑机加热系统特点:储料筒和柱塞筒:380V电压,陶瓷加热圈,保温性能好,寿命长,性高。喷嘴液压阀门的加温:采用国际加热棒,从前体内部发热。相的加热板设计,热接触面积大(积接触),热传递,升温快50%以上,有效解决开机准备时间长(主要是加热时间长)的问题,且寿命长。
注塑机实时控制制品质量;电器箱设计除标准化之外还采用强电、弱电、伺服驱动器电箱分开,将信号干扰降到限度,加上空间足够大,检修维护方便,元器件散热快,有效降低电气故障;
注塑机的系统的作用是:系统的作用:系统是注塑机主要的组成部分,一般有柱塞式、螺杆式、螺杆预塑柱塞注
射式3种主要形式。应用广泛的是螺杆式。其作用是,在注塑料机的一个循环中,能在规定的时间内将一定数量的塑料加热塑化后,在一定的压力和速度下,通过螺杆将熔融塑料注入模具型腔中。结束后,对到模腔中的熔料保持定型。
系统的组成:系统由塑化装置和动力传递装置组成。
螺杆式注塑机塑化装置主要由加料装置、料筒、螺杆、过胶组件、射嘴部分组成。动力传递装置包括油缸、座移动油缸以及螺杆驱动装置(熔胶马达)。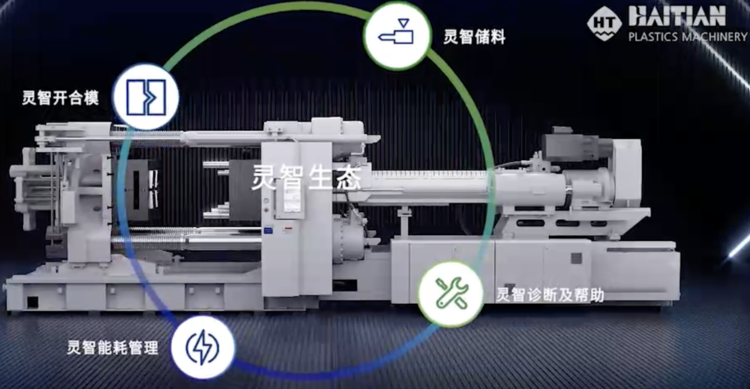
注塑机操作项目:注塑机操作项目包括控制键盘操作、电器控制系统操作和液压系统操作三个方面。分别进行过程动作、加料动作、压力、速度、顶出型式的选择,料筒各段温度的,压力和背压压力的调节等。
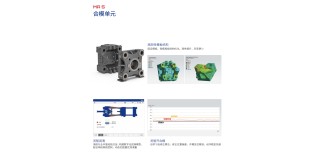
一般螺杆式注塑机的成型工艺过程是:将粒状或粉状塑料加入机筒内,并通过螺杆的旋转和机筒外壁加热使塑料成为熔融状态,然后机器进行合模和座前移,使喷嘴贴紧模具的浇口道,接着向缸通入压力油,使螺杆向前推进,从而以很高的压力和较快的速度将熔料注入温度较低的闭合模具内,经过一定时间和压力保持(又称保压)、冷却,使其固化成型,便可开模取出制品(保压的目的是防止模腔中熔料的反流、向模腔内补充物料,以及制品具有一定的密度和尺寸公差)。成型的基本要求是塑化、和成型。塑化是实现和成型制品质量的前提,而为满足成型的要求,有足够的压力和速度。同时,由于压力很高,相应地在模腔中产生很高的压力(模腔内的平均压力一般在20~45MPa之间),因此有足够大的合模力。由此可见,装置和合模装置是注塑机的关键部件。
注塑机的节能上可分为两个部分:一个是动力部分,一个是加热部分。
动力部分节能:大多采用变频器,节能方式是通过节约电机的余耗能,例如电机的实际功率是50Hz,而你在生产中实际上只需要30Hz就足够生产了,那些多余的能耗就白白浪费了,变频器就是改变电机的功率输出达到节能的效果。
加热部分节能:加热部分节能大多是采用电磁加热器节能,节能率约是老式电阻圈的30%-70%。
1.相比电阻加热,电磁加热器多了一层保温层,热能利用率增加。
2.相比电阻加热,电磁加热器直接作用于料管加热,减少了热传递热能损耗。
3.相比电阻加热,电磁加热器的加热速度要快四分以上,减少了加热时间。
4.相比电阻加热,电磁加热器的加热速度快,生产效率就提高了,让电机处在饱和状态,使其减少了高功率低需求造成的电能损耗。
注塑机机械手是能够模仿人体上肢的部分功能,可以对其进行自动控制使其按照预定要求输送制品或操持工具进行生产操作的自动化生产设备。华南、华东沿海地区的中国塑料加工厂对机械手表现出越来越浓厚的兴趣,但是注塑机机械手在国内塑机行业的普及率低于10%。机械手可以确保运转周期的一贯性,提,并且更加安全。随着塑料加工行业在我国的敏捷发展,注塑成型设备的自动化程度也越来越高。现代化的注塑机经常配置有机械手,以提高生产效力。我国出口和进口注塑机的数量基本持平,均为1.5万台左右,但进口额为9.2亿美元,出口额为3.5亿美元。精密注塑机主要是国外,挤出装备中的双向拉伸PET,膜机组、精密导管挤出机组等也一直是国外公司的。
- 三代注塑机
- 卧式注塑机
- 广东
- 陈生
- 160
- 4560
- 99000



